Steel, Stainless steel and Titanium extrusions provide advantages not offered by alternative methods such as forgings, castings, and machining from bar or plate stock. Economic advantages include minimal tooling costs, reduced material usage, lower parts count resulting from the ability to extrude complex shapes over length in a single operation and less downstream machining and finishing operations. The quality benefits of extrusion include improved surface quality and superior flatness and straightness, which is especially critical for long length structural operations.
Production
MANUFACTURING PROFILES AND TUBES
The first stage of the manufacturing process is hot extrusion with raw material going through tooling at high temperature. Conception and production of all tools are determined by engineers to meet customers’ profile drawings. Stretching and straightening machines guarantee the straightness with the dimensional accuracy required by the customer. Controlled heat treatment cycles guarantee the mechanical and metallurgical properties of the product in accordance with the requirements. The surface of the extrusions can be shot blasted, passivated, galvanized, painted,…
Architectural projects require more and more grades in stainless steel that have a good corrosion resistance. In building and architecture for roof, structure, curtain walling, cladding and design, stainless steel guarantees the durability of construction. The aspect and the structure will remain unchanged throughout the years. The choice of material depends on the architect, but also on the building environment, and cost must be taken into consideration.
The application of Lifetime Costing will often demonstrate that the use of stainless steel, initially appearing expensive, is in fact the most economical option.
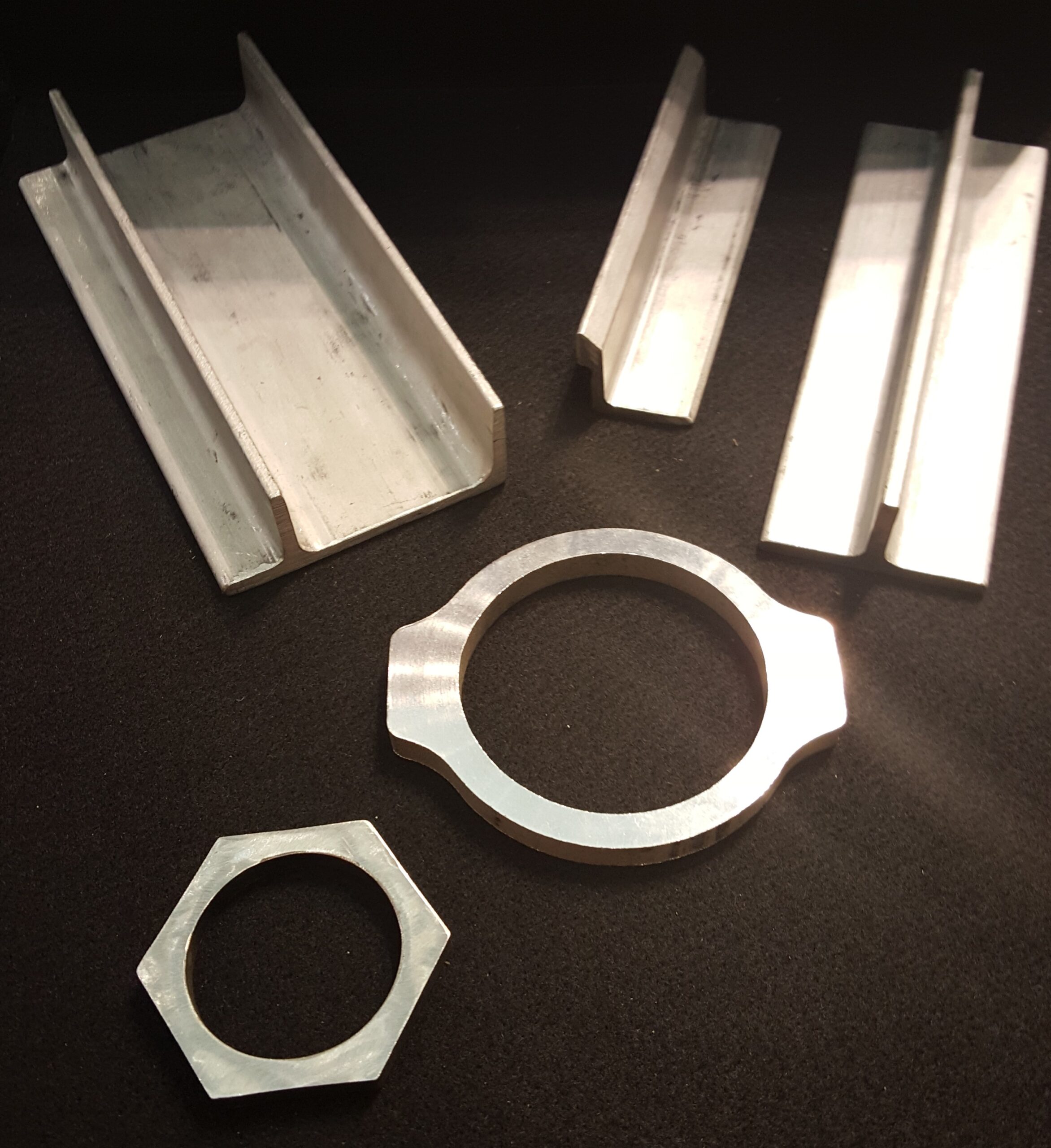
We can provide profiles in stainless steel, carbon steel or titanium according to customers’ requirements:
cupola of Gare St. Lazare – ‘’Metro Meteor’’ in Paris
handrail – Ryad airport in Saudi Arabia
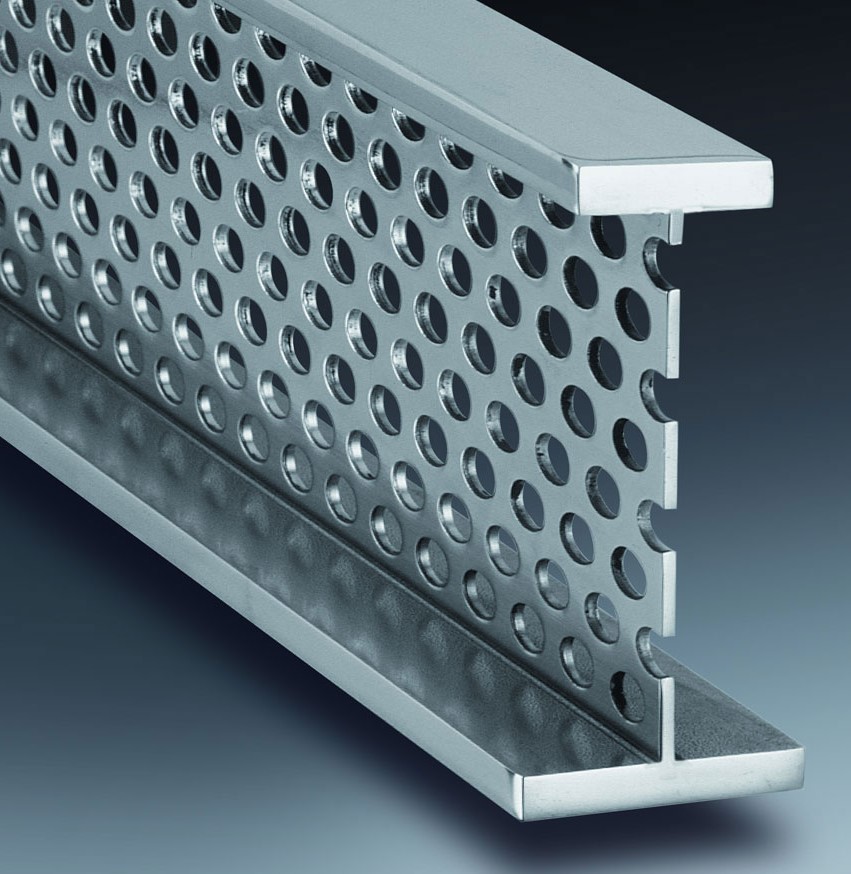
profiles for privacy louvres – Bibliothèque de France in Paris
curtain walling – Post Office , Bonn, Germany
guide rails for lifts – Arche de la Défense (Paris)
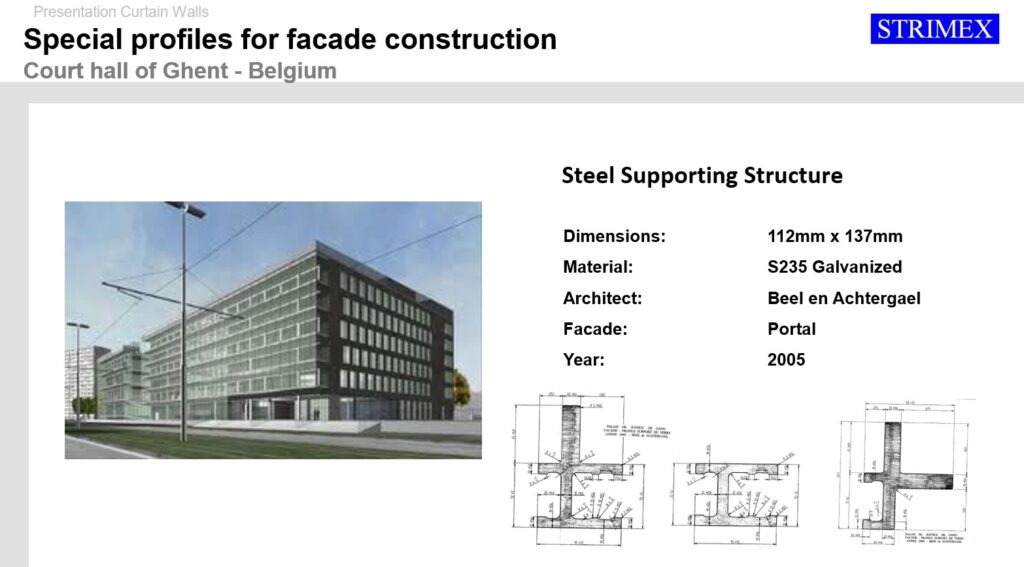
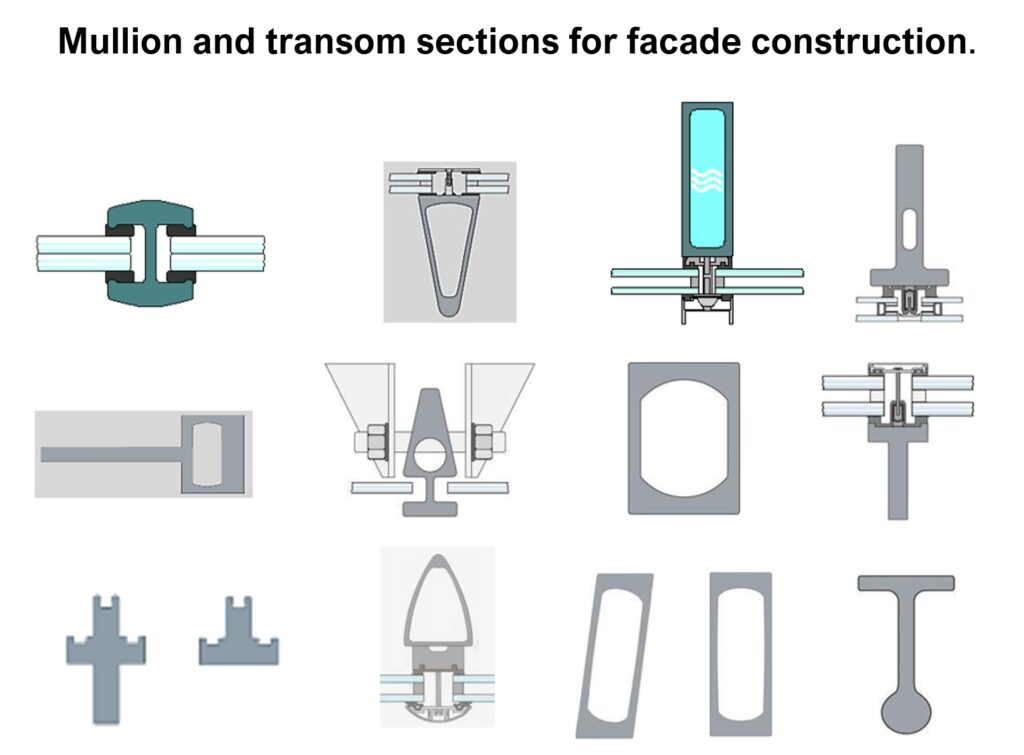
curtain walling – Court building, Ghent, Belgium
profiles for duty-free-shops – Brussels airport
curtain walling, Air France head office – Technopole Roissy Charles de Gaulle
and many more
Mechanicals & Industry
The manufacturing process enables the production of rough bars which are close to final dimensions and in a wide range of shapes and grades.
A personalized study of the customer’s needs by R&D Department is necessary to define the product that will meet all requirements in order to:
Achieve lower costs and optimize raw material usage
Reduce machining cycles
A range of stainless steels with improved machinability enables us to reach these results. Low minimum quantities (about 600 Kg per shape) and low tooling costs mean a more flexible process is accessible to major industries.
Application fields: Mechanical parts, tapware industry, linear guides, conveyor systems, farming and food industry, armaments industry…
Energy
Extruded tubing is used across the industry in traditional fossil-fueled plants, waste incineration plants, nuclear plants as well as renewables and natural gas fired plants. Depending on the fuel used in industrial boilers, and according to engineering designs, we produce several types of tubular products adapted for use in high temperatures, corrosion and special service conditions.
Applications:
Feedwater Heaters, Condensers, Boiler Tubing, BOP Exchangers, Low and High Pressure Heat Exchangers, Nuclear Instrumentation, Inlet Chillers, Moisture Separator Reheaters, Super heaters, garbage incinerating plants.
Types of products:
Integral finned tubes (longitudinal finned tubes)
omega tubes (Super-omega tubes)
Double omega tubes
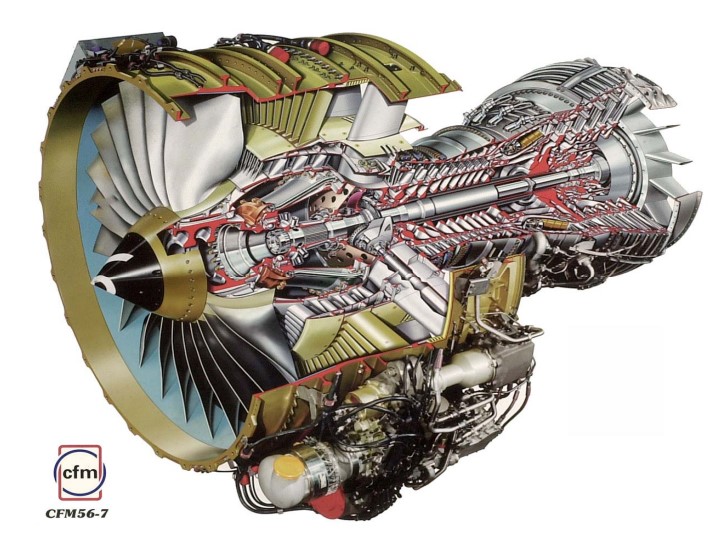
Aeronautics
Aeronautic extrusions require high specifications with tight tolerances, certifications, continuous product development and a perfect service. This is achieved by carrying out a 100% inspection. The R&D Department works on developing materials. The requirements of the customers are always in the forefront. The products we manufacture can be found either in the structure of the plane or in the jet engine itself as rings.
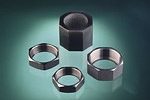
RINGS
According to the customer’s need, we can provide rough or machined rings for aircraft and helicopter engines:
Rolled flash butt welded rings
Seamless expanded rings
We provide rings for civil engines (Boeing, Airbus,…) and military aircraft engines such as Mirage or Rafale. (Note : alternative production possibilities for smaller rings : centrifugal casting)
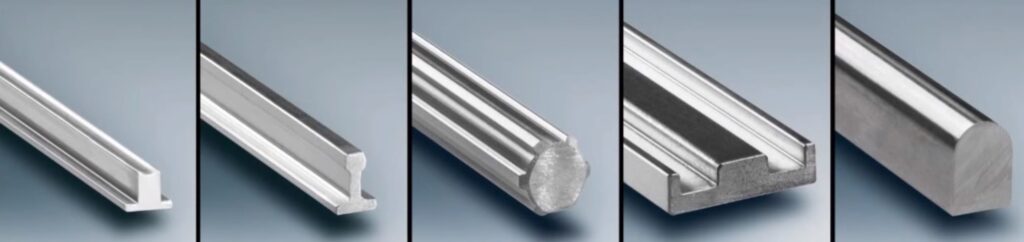
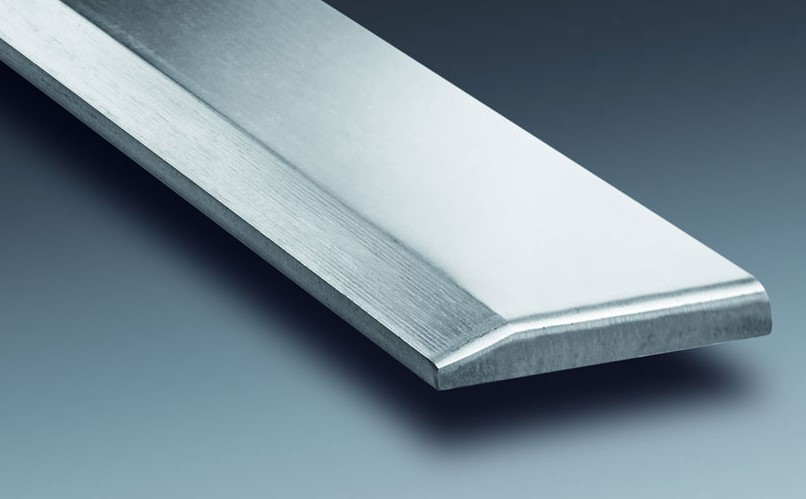
Cold drawn & rolled profiles
Cold rolled and cold drawn profiles can be produced in wide variety of alloys that include carbon steel, free cutting steel, alloy steel, stainless steel, nickel alloys, high temp alloys, as well as brass and copper alloys.
The profiles range in cross sectional areas that fit within a 125mm diameter circle.
ADVANTAGES
Reduce machining time
Reduce number of operations
Increase productivity
Reduce scrap and material waste
Minimize cutting tools
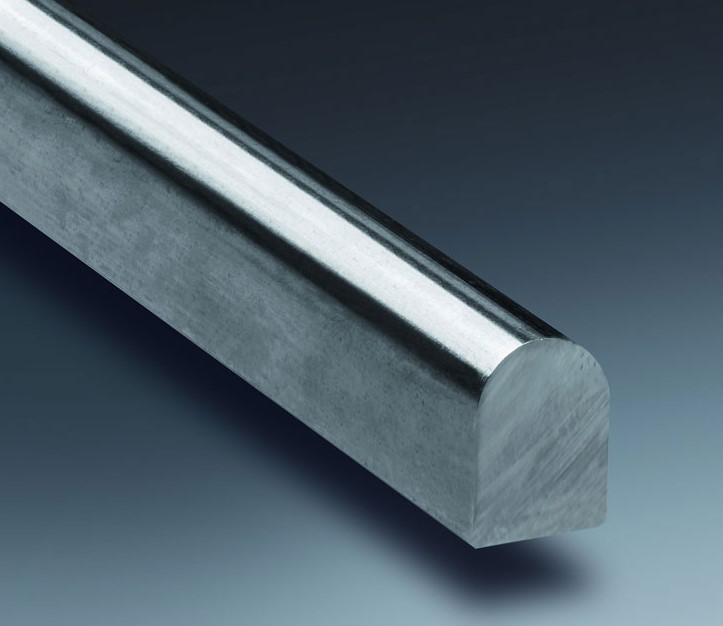
Cold drawing is a precision reduction of the cross sectional area of pre-rolled profiles or wire rod cold drawn through a series of one or more dies.
Tight tolerances and improved surface condition are two advantages of cold drawn stainless profiles. In addition, cold drawing reduces downstream machining and overall finishing operations. It also provides dimensional consistency and improved straightness. Drawing processes tend to inhibit the residual stresses released by the material during subsequent machining carried out by the customer.
Typical applications for cold drawn stainless steel sections include pump parts, valve stems, linear guide rails, sprockets, gears, keyways, splines and spindles, turbine parts, curtain wall, facade construction, x-ray equipment, louvers, and couplings. In short, cold drawn stainless steel sections are used in areas requiring precision tolerances and a superior finish.
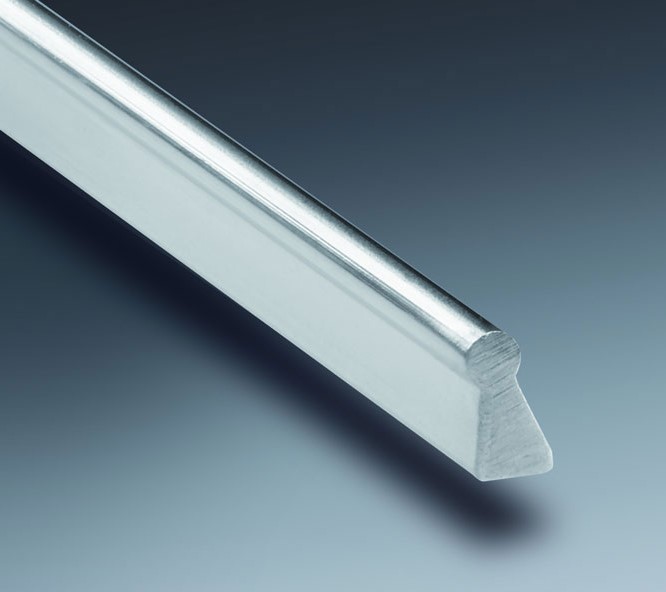
Cold rolled sections are produced by forming round wire rod by a continuous rolling process at ambient temperature. Cold rolling is a very efficient manufacturing process which has been developed mainly for small sections. Compared to hot rolling, cold rolling offers some considerable advantages. Excellent surface finish, tight tolerances and to produce small production lots. Cold rolling provides the ability to change the mechanical properties of the material and produces certain useful combinations of hardness, strength, stiffness and ductility. This is completed by selective annealing. The sections can be supplied either as bars in fixed lengths or can be recoiled. Cold rolled stainless steel sections are used for watch components, food processing, textile, pulp and paper industry as well as petrochemical and nautical components.
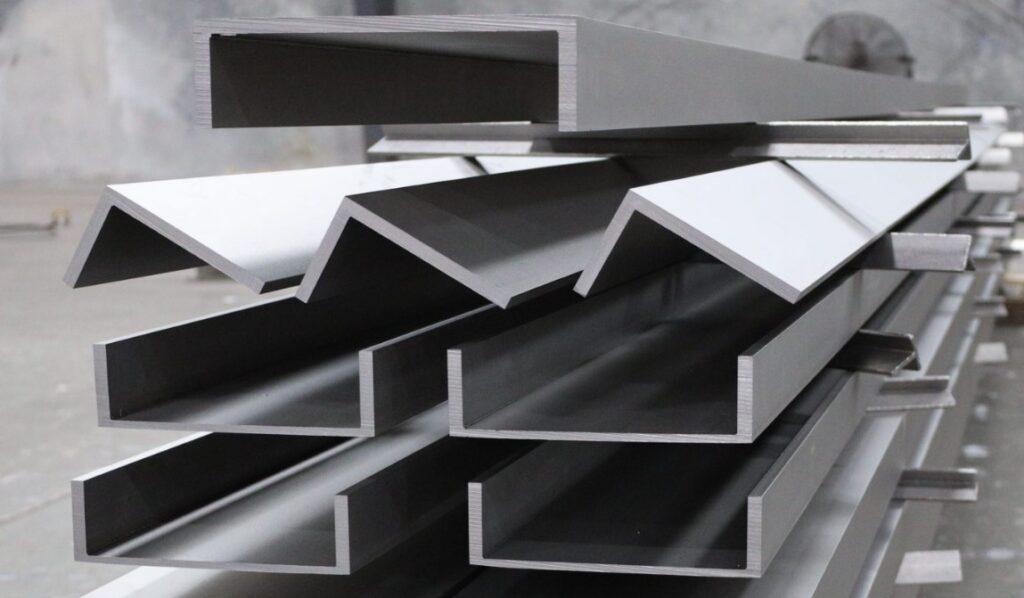
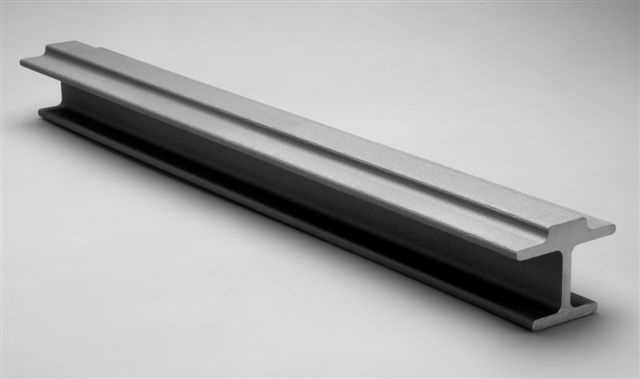
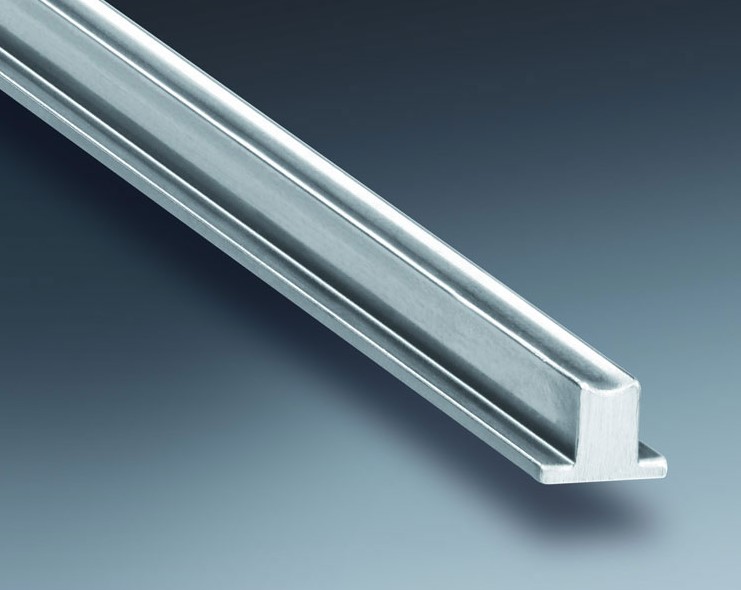
Hot rolled profiles
Special hot rolled stainless steel, steel and alloy shapes can be formed by forming wire rod or billets, which can have a max. width of 110mm, by a continuous rolling process.
This set up allows for high degrees of deformation, and thus extremely complex shapes can be achieved.
After cutting this raw material to a specific length, it undergoes a warmup process in the oven at temperatures about 1100°C, then it is descaled with water pressure and later deformed with different passes through several casting tools in hot rolling lines until the desired final shape has been reached. This profile is cooled down and then straightened and cut to the wished length of the customer and finally deburred.
This production approach for small to midsize special geometries offers considerable cost savings to the customers thanks to small production lots and low tooling cost.
Hot rolled sections are used for general building and construction, machinery, hardware, transportation industry as well as for waste water systems and shipbuilding.
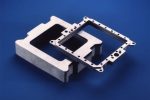
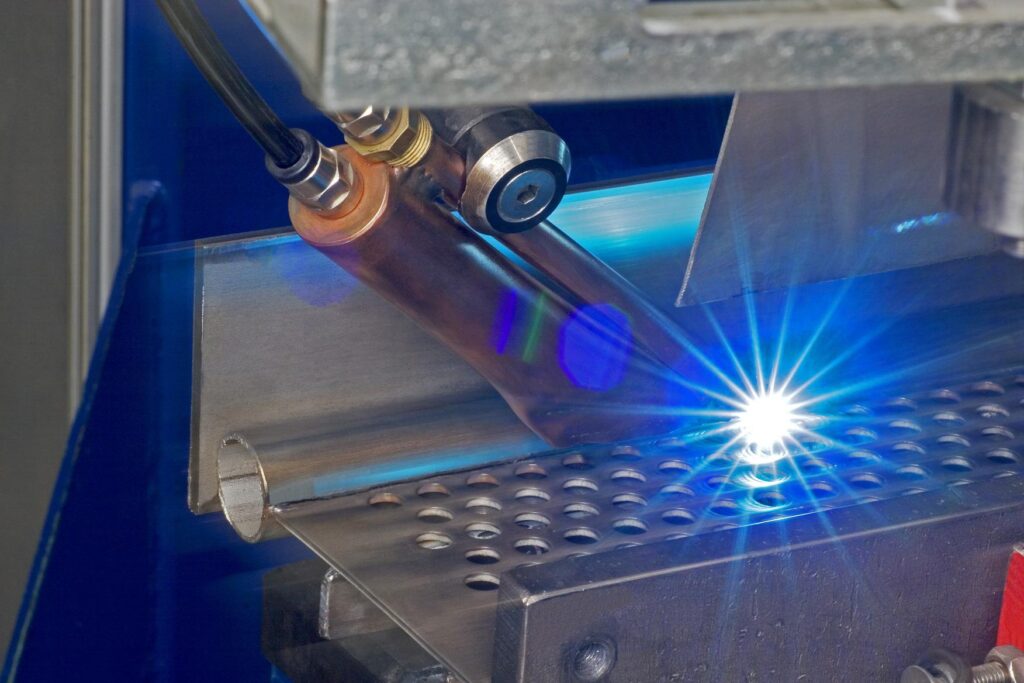
Laser Welded profiles
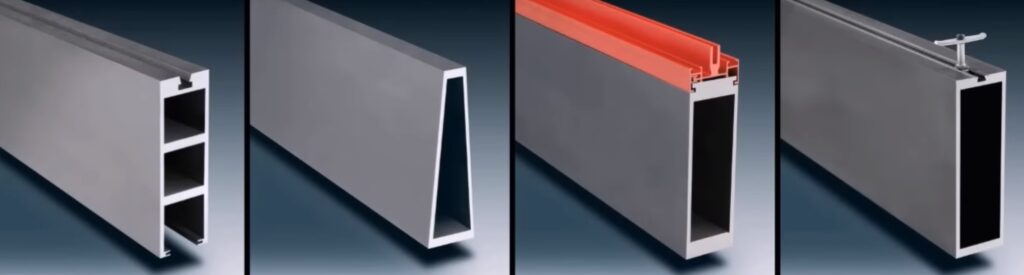
Laser welding is efficient and it offers nearly limitless capabilities and design options. Laser welded sections are produced by welding individual components together, creating a complete section. The pieces are typically flat laser cut strips, but may also be pre-fabricated solids, hollows or other shapes. The joints are created with powerful lasers without any filler material, producing a minute weld bead. Laser welded sections can be produced in carbon steel, stainless steel and duplex steel profiles, among others.
Laser welded sections inherently feature sharp edges and generally have small radii measuring a maximum of 0,5mm. With the use of lasers in laser welding and fusing, there is a very small heat affected zone when compared to traditional production methods. Laser welded sections can be manufactured as tees, channels, angles, beams and other sections. Hollow structurals are also available as well as square or rectangular tubing. These can be made in almost any size with a small minimum order. The components can have different thicknesses and even different grades of materials fused into one section.
Our laser welded sections can be produced in quantities as small as a single piece for a prototype study, all the way up to quantities of 100 tons or more for large scale projects. Most production consists of material laser fused at a 90° angle, but it is possible to weld at other angles. Even round materials can be joined with flat edges. Sometimes it is necessary to flatten the round material at the contact point for these custom geometries.
Laser welded stainless profiles generally have a better surface finish than extruded or hot rolled products because the raw components are processed from high quality hot rolled plate or from cold drawn flats. Upon being laser welded, the sections are straightened, bead blasted and passivated in an acid solution. Passivating removes any impurities introduced during the production process. Angle, channel and box sections are typically machined prior to bead blasting because they often contain external weld beads. Removing these external beads makes the finished surface flat and even.
The laser welded stainless sections are very popular with landscape architects, interior designers, and furniture designers.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.OKNO